
鏽(xiù)鋼波紋伸縮補償(cháng)器")

















補償器是一種管道減震緩衝補償元件(jiàn),能夠保證管道在(zài)運行過程中出現位移、溫差造成熱脹冷縮彈性補償的(de),是管道和(hé)設備的結合和運行,初人們(men)用獸皮縫合(hé)成(chéng)管(guǎn)狀的結構,以適應管道(dào)的需要,充當波紋(wén)補償器,經過(guò)了相當長的時期,到十七世紀末葉,荷蘭的萬德爾蓋金兄弟製成了(le)縱向縫合的帆布軟管,在當時的管道中被廣(guǎng)泛采用。後來,隨著橡膠(jiāo)在國(guó)際市場上的出現及其硫化工(gōng)藝(yì)的發(fā)展,膠管和用金屬絲或麻(má)繩等織物鎧裝的膠管問世(shì)了。但是,電廠工程上一些蒸汽、熱風類的高溫(wēn)介質'液氫,液氧、液氦類的低溫介質,汽(qì)油、煤油,酸、堿等腐蝕性的介質,若(ruò)用膠管來輸送,當然無法滿足需要,腐蝕(shí)嚴重(chóng)損害橡(xiàng)膠軟接頭。特別是在高溫條件下(xià),它的可靠性就更難保證了。
因此,人們漸漸(jiàn)地把注意力集(jí)中(zhōng)到金屬不鏽鋼管方麵,改變金屬管的幾何形狀,使其內外表麵產生相應的波紋。這樣,它既具有(yǒu)同膠管一(yī)樣的撓性,同時,又具(jù)有耐高溫(wēn)、耐低溫、耐老化、耐腐蝕性能。於是,作為金屬軟管本體的金(jīn)屬波紋管就這樣(yàng)產生了。
一八五(wǔ)五年,德國先發(fā)表了製造(zào)金屬波紋(wén)管的專利。它是利用當時已有的製造首飾(shì)的原理(lǐ)來製造金屬波紋管(guǎn)的。這是用截麵為S 型的金屬帶在專用設(shè)備上繞製而成的螺旋狀的佰耐不鏽鋼金(jīn)屬波紋管,它(tā)們用橡膠帶、棉織(zhī)物或石棉繩填墊在相鄰兩(liǎng)匝的(de)咬口處,以利於金屬波紋管內腔的密封。在此基礎上,發展到近代,波紋狀的補償(cháng)器就出現,發展到現在又多種方法製作波紋補償器:
液壓成型液壓成型方法主要用於中、小規格標準波紋管的成(chéng)型。其(qí)管坯(pī)內徑往往等於波紋管內徑。這一種是通用的(de)波紋(wén)補償器的波紋生產方法,在此基礎根據受力方向,形成(chéng)多(duō)種(zhǒng)佰耐波紋補償器的型號,來滿(mǎn)足不同受力的91视频入口波(bō)紋補償器,例如:軸向波紋補償器、橫向波紋補償器、角向波紋補償器、由根據結(jié)構形式衍生許多規格型號(hào):
1、軸向型內壓式波紋補償器(ZN)
舉(jǔ)例:0.6TNY500TF
表示:公稱通徑為Φ500,工作壓力為(wéi)0.6MPa,(6kg/cm2)波數(shù)為4個,帶導流筒,碳鋼法蘭連(lián)接的內(nèi)壓式波紋補償器。
2、軸向型外壓式波紋補償器(ZW)
舉例:0.6TWY500×8JB
表示:公稱通徑為500mm,工作壓力為0.6MPa(6kg/cm2)波數為8個,不鏽鋼管連接的軸向型外壓式波(bō)紋補償器。
注:疏水口的設置按用戶要求。
3、軸向(xiàng)複式波紋補償器(ZF)
舉例:0.6FS100×20F
表示:工作壓力為0.6MPa,通徑DN=100mm,波(bō)數為20,法蘭連接的複式波紋補償(cháng)器(qì)。
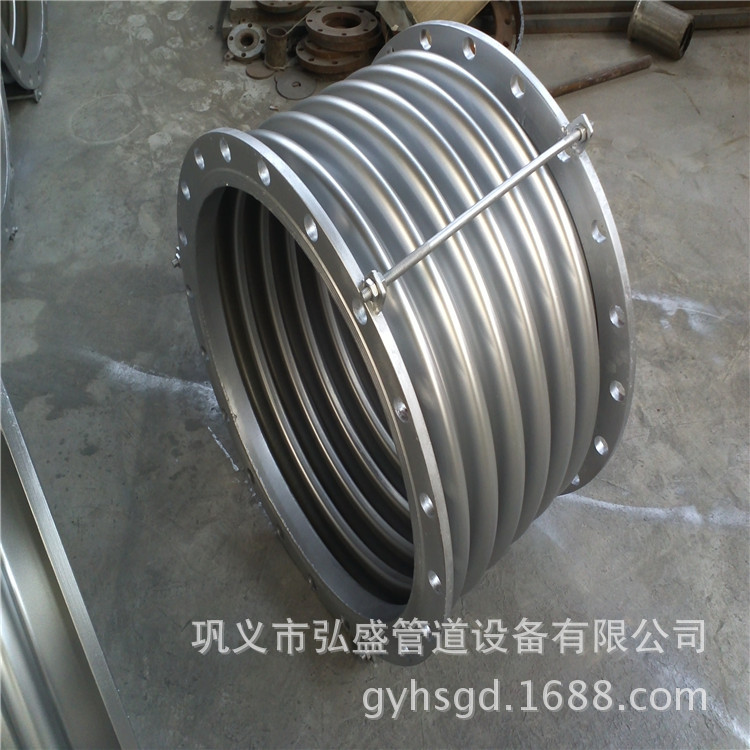
4、軸向複(fù)式拉杆波紋補償器(FL)
舉例:0.6FSL200×12J
表示:工作(zuò)壓力為0.6MPa,通徑DN=200mm,波數為12,接管連接的複式拉杆波紋補(bǔ)償器。
5、直埋式內壓波紋補償器(qì)(ZMNY)
舉例:1.6ZMS200×6J
表示:工作壓力為(wéi)1.6MPa,公稱通徑為200mm,波數為6波(bō),接管連接的直埋式>波紋補償器(qì)。
6、萬向(xiàng)鉸鏈波紋補(bǔ)償器(WJ)
舉例:0.6WJY500×4F
表(biǎo)示:工作壓力為0.6MPa,公稱通徑為500mm,波數為4,碳鋼法蘭連接的萬向鉸鏈波紋補償器。
7、直管壓(yā)力平衡式波(bō)紋(wén)補償器(ZP)
舉例:0.6ZYP500×8/6-JB
表示公稱通徑為500,工作壓力為0.6MPa,大波(bō)紋管為8個波,小波紋管為16個波,連接形式為不鏽鋼接管連接的直管壓力平(píng)衡式(shì)波紋補償器(qì)。
8、曲管壓(yā)力平衡式波紋補償器
示例:0.25QYP700×8/4JB
表示:公稱通(tōng)徑為(wéi)φ700mm,工作壓力0.25Mpa,波數為8/4,不鏽鋼接管連接的曲管壓力平衡式波紋補償(cháng)器(qì)
9、內外壓力平衡式波紋補償器(NP)
舉例:1.6NP200*8j
表示:工作壓力為1.6Mpa,通(tōng)徑DN=200mm,波數為8,接管連接的內外壓平(píng)衡式波紋補償(cháng)器
1、滾壓成型滾壓成型方法適用於由小到大各(gè)種管徑的波紋管(guǎn),尤其管徑(jìng)在1000mm以上的波紋(wén)管。國(guó)外廠家幾乎均采用滾壓成型。滾壓成型可分為(wéi)單波步進(jìn)式滾壓成型和多波同步滾壓成型兩種類型。其中多波同步滾壓成型屬當代先進成型方法,當今世界(jiè)擁(yōng)有數控多波滾壓成型機的廠家為數很少(日本(běn)東螺(luó)和奧田雖采用多(duō)波滾壓成型方法,但不是數控機床,波紋管成(chéng)型過程需通過更換滾輪(lún)來適應不斷變化的波高和波(bō)距)。其(qí)優點在於多(duō)波同步滾(gǔn)壓成型可(kě)獲(huò)得很好的高於液壓成型的波紋管精(jīng)度(波高(gāo)與波距(jù)精度)和(hé)低於液壓成型波(bō)紋管的(de)成型(xíng)壁厚減薄量,這是因為液壓成型波紋(wén)管的內徑基本上就是波紋管管坯(pī)的內徑(jìng),而(ér)多(duō)波滾壓成型波紋(wén)管管坯(pī)直徑近似於波(bō)紋管(guǎn)的平均直徑。這一種大多使用在壓(yā)力(lì)容器的上的(de)波紋補償器,主要特點是耐(nài)壓高、波紋管(guǎn)厚度厚。其中現在流行的U型佰耐金屬膨脹節波紋管補償器就是這樣(yàng)做成的。
2、機械脹型機械脹型方(fāng)法是通過安置在波紋管(guǎn)管坯內腔的機(jī)械脹胎(由(yóu)錐麵(miàn)芯軸和內錐型麵的多瓣圓環組成)的徑向伸縮來加工波紋管的。有時(shí)為消除波峰環向呈現的多邊形痕跡需在脹型過程(chéng)中斷(duàn)續(xù)旋轉管坯。這一種主要(yào)製作橡(xiàng)膠膨脹節的,整體成型,耐壓低。

3、利用多種玻璃纖維織物分層組(zǔ)合在(zài)一起,組成佰耐非金屬蒙皮,作為一種適應性強,安(ān)裝和更(gèng)換的方便的新型(xíng)產品,91视频入口非金(jīn)屬(shǔ)蒙(méng)皮把(bǎ)每(měi)一種(zhǒng)玻璃纖維的織物材料的性能都發揮出(chū)來(lái),其中矽(guī)膠布和氟膠布(bù)是應用的廣的,可以單(dān)獨使用做(zuò)成軟連接(jiē),使用在風機,空調等通風管(guǎn)道上(shàng),具有高耐腐蝕。耐氧化的使用特點,綜合玻璃纖維布、四氟(fú)膜等多種組合可以使用在電廠脫硫原煙氣(qì)的風道(dào)上,成本低廉,相比不鏽鋼波紋補償器,需要采用特殊高耐腐蝕的不(bú)鏽鋼2205,價(jià)格高、成品笨重、安(ān)裝和維修及其不方便,相反非(fēi)金屬膨脹節成本低廉,安裝簡單,更換和維(wéi)修隻用更換外(wài)敷的(de)非金屬織物蒙皮就可以了,成本降低許多。

以上四種就(jiù)是目前存在比(bǐ)較流行的補償器/膨脹節的(de)製作(zuò)工(gōng)藝,也是人類(lèi)曆史經過多少(shǎo)變遷造(zào)就而成的,集中的前人多少的汗水(shuǐ)和精(jīng)力在發展到這個地步,充分的(de)體(tǐ)現補償器/膨脹(zhàng)節是管道中(zhōng)必不(bú)可少的一部分,也希望我們這一代補償器/膨(péng)脹節生產技術商能更好的保持和發展補償器/膨脹節(jiē)的技術和(hé)更新,我們鞏義91视频入口員工一定尊重現有的補償器(qì)/膨脹節技術,也努力發展更有技術含量的(de)補償器/膨脹節(jiē),為這個行業做出一點點(diǎn)貢獻(xiàn)。