")
















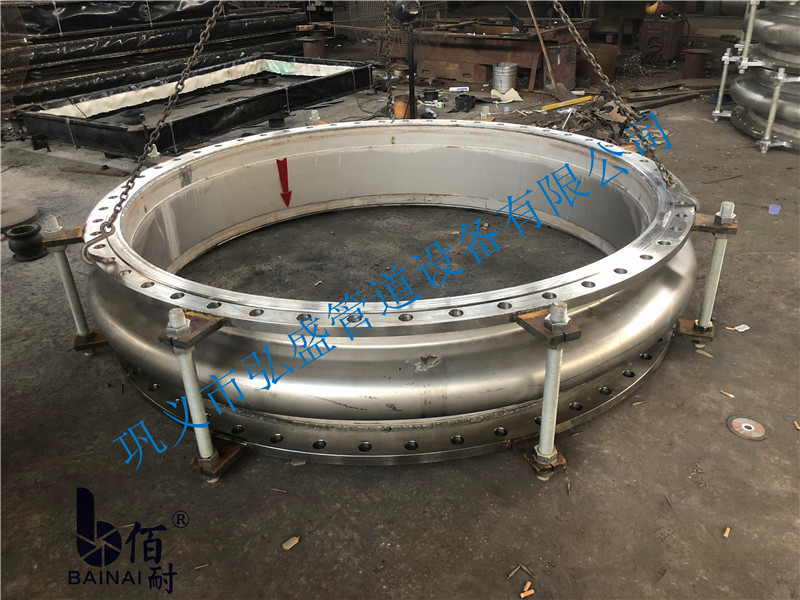
1/波紋管膨脹節外觀檢查:焊接尺寸、有無焊接缺陷等(děng);
焊接質量的保證,主(zhǔ)要是嚴格落實焊接(jiē)評定試驗條件的過(guò)程控製。
一、可以用眼(yǎn)觀察(chá),看(kàn)是否(fǒu)有氣孔、殘留的焊渣;
二、做焊縫探傷(shāng)不僅可以檢驗焊縫的(de)質量還可以測出焊縫的高度是zui有效的檢驗方法(fǎ)。
焊縫探傷(shāng)標準:
一、Ⅰ、Ⅱ級焊縫須經探傷檢驗,並應符合設計要求(qiú)和施工及驗收規範的規定,檢查焊縫探傷報告。
二、Ⅰ、Ⅱ級焊縫不得有裂紋、焊瘤、燒穿、弧坑等缺陷。Ⅱ級焊縫(féng)不得有表麵(miàn)氣孔、夾渣、弧坑、裂紋、電弧擦傷等缺陷,且Ⅰ級焊縫不得有咬(yǎo)邊、未焊滿等缺陷。
三、焊縫外形均勻,焊道與焊道、焊道與基本金屬之間過渡平滑,焊渣和飛濺物清除幹(gàn)淨。
四、表麵氣孔:
①Ⅰ、Ⅱ級焊縫不允許;Ⅲ級焊(hàn)縫每50mm 長度焊縫內允許直徑≤0.4t;且≤3mm 氣孔2 個;氣孔間距≤6 倍孔徑(jìng)。 4.2.3 咬邊(biān):Ⅰ級焊縫不允許。
②Ⅱ級焊縫:咬(yǎo)邊深度≤0.05t,且≤0.5mm,連續長(zhǎng)度≤100mm,且兩側咬邊總長≤10%焊縫(féng)長度。
③Ⅲ級焊縫:咬邊深度≤0.lt,且≤lmm。